3.5. Микроэлектроомеханические системы. Настало время выходить в свет
А. Васенков, В. Епифанова, В. Юдинцев
Информатизация общества, стремительное внедрение вычисли-тельной техники во все сферы нашей жизни требуют совершен-ствования методов сбора информации, в том числе из неэлек-тронной среды. Эти функции возложены на разумные микросис-темы, которые должны обеспечивать непосредственное взаимо-действие сложных ИС с окружающей средой. Ключевые приборы здесь – датчики и исполнительные механизмы (актюаторы), пре-образующие данные среды в электронные сигналы. Многие, на-верное, помнят фильм "Фантастическое приключение". Сегодня погружение в кровеносную систему человека микроскопического аппарата для проведения курса лечения уже не кажется нам фан-тастикой. Это становится реальностью благодаря созданию с по-мощью полупроводниковой технологии микроэлектромеханиче-ских систем и приборов, легко объединяемых с ИС. Мы находим-ся в начале новой технологической эры, одна из главных черт ко-торой – бурное развитие подобных устройств.
Сегодня на рынке микроэлектромеханических систем (МЭМС) представлено более 40 видов таких устройств. А начал он формироваться в 1970-е годы с освоением массового производства первых интегральных электромеханических приборов – датчиков давления. Эти приборы, изготовленные методами объёмной микрообработки, проложили дорогу групповой технологии формирования тонкоплёночных мембранных структур с высоким выходом годных и низкой стоимостью, которая также с успехом применялась в производстве различных преобразователей для автомобильных систем. В начале 1980-х годов появились МЭМС расходомеров и акселерометров. В конце десятилетия была предложена технология поверхностной микромеханической обработки. Первые изделия, изготовленные по этой технологии, также были предназначены для автомобильных устройств (акселерометры для подушек безопасности и адаптивные системы подвески). Тогда же началась разработка микроактюаторов. В 1990-е годы появились МЭМС гироскопов, микрозондов, растровых “микромикроскопов”, микровентилей, головок струйных принтеров, элементов проекционных дисплеев, торсионных зеркал, газовых хроматографических систем, устройств считывания накопителей большой ёмкости.
Современные МЭМС, выполненные наподобие ИС, представляют собой сформированные на единой подложке датчики, актюаторы, схемы управления с размерами элементов от нескольких сотен до нескольких единиц микрон. Но в отличие от микросхем, МЭМС, как правило, имеют трёхмерную структуру. Для их изготовления используют технологические операции, полностью или частично позаимствованные у микроэлектроники: окисление, фотолитографию, травление, легирование, металлизацию, создание контактов, резку и т. п. Разработаны и специальные технологические операции, например химическое анизотропное травление (как правило, сухое), позволяющее формировать структуры в гальванически выращенных толстых металлических слоях. Освоены процессы селективного травления в зависимости от концентрации примеси, метод анодной сварки или плавления для соединения пластин кремния. Основной технологический процесс изготовления МЭМС и его отличия от технологии ИС показаны на рис. 1.
Базовым материалом для микромеханических приборов, как и для полупроводниковых приборов, служит кремний. Это объясняется наличием на рынке кремниевых пластин высокой степени чистоты и кристаллографического совершенства. Выполненные на кремнии МЭМС легко объединяются с электронными устройствами управления и обработки данных. К тому же монокристаллический кремний известен своими превосходными механическими характеристиками. Сегодня 95% микроэлектромеханических приборов изготавливают на кремниевых пластинах диаметром 100 мм, но в ближайшее время планируется перейти на 150-мм пластины. Другие материалы, применяемые в групповой технологии изготовления МЭМС, приведены в табл.1.
Таблица 1
Материалы, используемые в МЭМС
Материал |
Назначение |
Свойство |
Полиимид |
Формирование структуры |
Мягкий, гибкий, прозрачен для светового излучения |
Вольфрам |
Формирование структуры |
Устойчив к воздействию ВЧ-излучения |
Никель, медь, золото |
Формирование структуры |
Пригодны для формирования толстых структур гальваническим способом |
Кварц |
Устройства возбуждения |
Пьезоэлектрик, допускает анизотропное травление |
ZnO, титонат-цирконат свинца |
Устройства возбуждения |
Пьезоэлектрик |
Сплавы титана-никеля |
Устройства возбуждения |
Стабильность |
Арсенид галлия |
Лазеры, световоды, фотодетекторы |
Пригоден для изготовления оптических элементов |
Смазочный материал DLC |
Смазка |
Низкие коэффициенты трения и износа |
При сходстве процессов изготовления МЭМС и полупроводниковых приборов между ними существуют различия, связанные с разными требованиями к размерам элементов (табл.2).
Таблица 2
Сравнение типичных размеров элементов ИС и МЭМС
Параметр |
ИС |
МЭМС |
Толщина пленки, мкм |
<1 |
2 - 6 |
Критический размер, мкм |
0,35 |
1 |
Аспектное отношение |
2:1 |
6:1 |
Топографическая норма, мкм |
<1 |
4 - 10 |
Размер элемента, мкм |
1 |
100 |
Специфические особенности технологии МЭМС касаются многих операций. Задача автоматизированного проектирования приборов, содержащих электронные устройства, термические, струйные, механические, оптические или магнитные элементы, должна иметь связанное решение. В свое время Управление перспективных разработок МО США (DARPA) выделило 5 млн. долл. на разработку САПР промышленных МЭМС. Сейчас такие САПР на базе ПК по приемлемым ценам поставляют фирмы Microcosm Technology и Tanner Research. Microcosm Technology предлагает, в частности, средства трехмерного проектирования, моделирования и имитации. На конференции по заказным ИС этого года фирма Tanner сообщила о создании совместно с Калифорнийским университетом в Лос-Анджелесе системы проектирования как отдельных микромеханических приборов, так и систем. Новое оборудование модели MSMS Pro работает с платформами Windows 95/NT и Sun Sparc. Его начальная цена – 12,995 тыс. долл. Свои услуги по автоматизированному проектированию МЭМС предлагают Массачусетский технологический институт, Кембриджский университет, Университет штата Мичиган. Оборудование осаждения должно быть пригодно для нанесения пленок большей (иногда на порядок) толщины, чем в полупроводниковой технологии, без избыточного времени простоя на техническое обслуживание и чистку. Важнейшими технологическими операциями в процессе создания как ИС, так и МЭМС, являются литография и травление. Но при изготовлении ИС основная задача – смещение разрешения процесса литографии все дальше в субмикронную область, тогда как при создании МЭМС внимание акцентрируется на достижении большей глубины трехмерного рельефа топографического рисунка. Главные проблемы здесь – экспонирование и совмещение по всей пластине, а также обеспечение высоких аспектных отношений. Ведущий поставщик установок оптической литографии для МЭМС – фирма Ultratech Stepper. Одна из ее последних разработок – сканирующая система с использованием матричных линз SALLY (Scanning Array Lens Lithography) оптимизирована для работы с цифровой апертурой 0,1 за один проход пластины, что позволяет формировать на резисте рисунки с высоким аспектным отношением. Для получения чрезвычайно высоких аспектных соотношений (от 50:1 до 100:1 против современного уровня – от 3:1 до 6:1) изучается возможность экспонирования резиста рентгеновским или УФ-излучением с последующим глубоким реактивным ионным травлением (РИТ). Одна из перспективных разработок в этом направлении – технология глубокой LIGA-рентгенолитографии (LItogaphie, Galvanoformung, Abformung) с использованием жесткого (2–10 кэВ) излучения синхротрона, прецизионного гальваноосаждения металлов и сплавов, инжекционного литья пластмассовых материалов и керамики. Для получения критических размеров и нужных краевых профилей при формировании структуры произвольной формы на толстых слоях с использованием фоторезиста в качестве маски в технологии МЭМС широко применяют глубокое селективное анизотропное РИТ. Метод пригоден для формирования узких и глубоких структур на лицевой и обратной сторонах пластины, а также для сквозного травления пластин при изготовлении отверстий, мембран и распределенных структур. Благодаря практически перпендикулярной боковой стенке (против 54,7о при жидкостном травлении) экономится активная площадь пластины. В результате число кристаллов с МЭМС на пластине возрастает более чем на 30%, а приведённая стоимость изделий снижается.
Помимо традиционных процессов изготовления ИС для формирования трёхмерных структур (например, подвешенных) используют электрический разряд или УЗ-излучение. Другой способ получения трехмерных МЭМС – сборка пластин. Пластины после микромеханической обработки отделяют от подложки и присоединяют друг к другу с помощью обычных или гибких проводящих полимеров, шарниров, пленок. Сейчас для реализации трехмерных структур отрабатывают технологию сварки пластин. Правда, пока сложная микромеханическая технология изготовления трехмерных МЭМС несовместима с технологией групповой обработки. К тому же существует проблема воздействия на микростуктуры больших механических усилий при отделении их от подложки. Решается эта проблема путем тщательного подбора жидкостного травителя, применения сухого травления, нанесения покрытий на подложку для минимизации сил притяжения.
Особенность операции контроля технологического процесса изготовления МЭМС – тестирование структур, состоящих из набора пленок разнородных материалов. Важный параметр таких структур – толщина уникальных подложек и пленок. Для измерения этого параметра фирмой Virgina Semiconductor разработан оптический микрометр, позволяющий определять абсолютные значения толщины от 500 до 2 мкм с погрешностью +0,6 мкм. Проблемы функционального контроля связаны с относительно высоким рабочим напряжением МЭМС (50 В и более, а для некоторых видов актюаторов – сотни вольт), а также с необходимостью обеспечения соответствующей среды при проверке характеристик струйных, химических, оптических и других элементов.
Одна из самых сложных операций изготовления МЭМС – корпусирование. По данным экспертов, доля этой операции в общей стоимости МЭМС достигает 80%. До сих пор из-за специализированного характера структур общие методологические подходы к корпусированию различных МЭМС не разработаны, и пока не существует двух датчиков в одинаковых корпусах. Тем не менее ряд фирм уже ведут работы по стандартизации корпуса.
Сегодня разработаны три базовые структуры микроэлементов, которые могут быть объединены с ИС управления и обработки данных: с тонкой мембраной, получаемой методами объемной микромеханической обработки; объемная, создаваемая в результате фронтального подтравливания; балочная (рис. 2). При объемной микромеханической обработке обычно применяют толстые сильнолегированные ограничивающие травление слои в сочетании с глубоким травлением обратной поверхности пластины. Поскольку размер и толщина пластины непрерывно увеличиваются, этот процесс формирования МЭМС малоперспективен. Гораздо проще фронтальные процессы, совместимые с полупроводниковой технологией и не требующие модификации ее маршрута. Но наибольший интерес вызывает поверхностная микромеханическая обработка, используемая для создания балочных структур. Она состоит в следующем. На пластину наносят временный промежуточный (жертвенный) слой (как правило, фосфоросиликатное стекло), на котором формируют нужный рисунок. Затем на пластину осаждают материал микроструктуры – поликремний или металл. Для контроля и снятия напряжений обычно проводят отжиг этого слоя при температуре более 1000оС. Временный технологический слой удаляют для получения балок, кантилеверов или мембран. На основе таких структур реализованы акселерометры и датчики давления, герметизируемые диэлектриком, который наносится методом химического осаждения из паровой фазы.
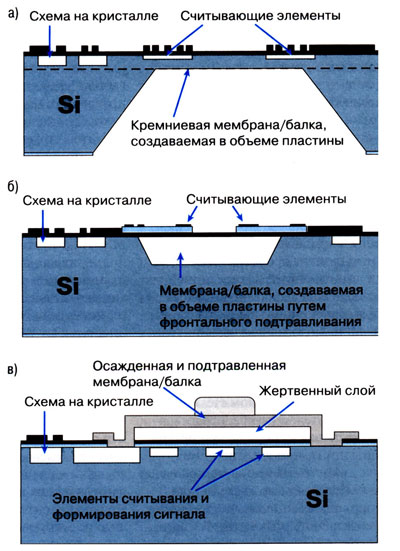
Рис. 2. Базовые приборные структуры микросистем:
а) с тонкой мембраной,
б) объемная с фронтальным подтравливанием,
в) балочная.
Преимущество поверхностной микромеханической обработки перед объёмной – совместимость с традиционной полупроводниковой технологией. К числу же её недостатков относят малые значения массы и ёмкости микромеханических элементов, поскольку в большинстве случаев используются тонкие временные и основные слои. Объёмные же структуры отличаются достаточно высокими значениями ёмкости и массы, особенно при изготовлении методами глубокого РИТ и заполнения канавок. Поэтому сегодня всё большее распространение получает смешанная – объёмная и поверхностная – микромеханическая технология. Она заключается в том, что до изготовления элементов ИС методами объёмной микромеханической обработки формируют ограничивающие травление слои. После создания элементов схемы и нанесения металлизации для её защиты при последующем травлении кремния проводят низкотемпературное выращивание оксидного слоя. Сейчас в основном используют алюминиевую металлизацию, хотя изучается и возможность применения молибдена с тем, чтобы схема выдержала последующий высокотемпературный отжиг. Микромеханический преобразователь создают методами поверхностной обработки. Поскольку кремний для формирования микромеханической структуры травят в конце технологического процесса, эта операция может быть использована и для разделения пластины на отдельные кристаллы с готовыми приборами. Если в качестве временного технологического слоя используется фосфоросиликатное стекло, пластину защищают конформным нитридным слоем, так как процесс разделяющего травления в плавиковой кислоте может быть длительным. Правда, пока большинство изготовителей микросистем предпочитают использовать гибридную технологию сборки, т.е. монтировать на пластину отдельные кристаллы с ИС. Только 9% современных датчиков давления и 12% акселерометров выполнены в виде монолитных устройств.
Сегодня можно выделить три основных класса МЭМС: простые устройства (линзы Френеля, решетки, волоконно-оптические соединители, сопла, фильтры и т.п.), преобразователи (механические, химические, оптические, биологические и др.) и актюаторы (исполнительные элементы газовых и жидкостных хроматографов, головок записи и считывания, микрооптоэлектромеханические устройства и т.п.). Наибольшим спросом сегодня пользуются преобразователи механической энергии и актюаторы. Последнее достижение в этой области – многоэлементный датчик барометрического давления, выполненный на стеклянной подложке в виде набора кремниевых мембран переменного диаметра и толщины по технологии растворения пластины диаметром около 1 мм и толщиной 2 мкм. Мембраны реагируют на увеличение давления соответственно своему диаметру. При этом стекло служит ограничителем изгиба, предотвращая разрушение мембраны при превышении допустимого давления. Чем больше диаметр мембраны, тем больше диапазон измеряемого давления (до 800 Торр), но чем он меньше, тем выше чувствительность устройства. В многоэлементном датчике предусмотрена по меньшей мере одна мембрана малого диаметра с максимальной чувствительностью 25 мТорр. Это эквивалентно давлению на высоте 30,5 см над уровнем моря, что позволяет применять датчик на метеорологических станциях.
Другой тип механического преобразователя – датчик расхода газа, реагирующий на изменение давления. В нём использована термочувствительная нить накала, сформированная на диэлектрической подложке с помощью объёмной микромеханической обработки. Датчики этого типа измеряют скорости потока в диапазоне от менее 1 см/с до нескольких метров в секунду. Их можно также использовать как манометр Пирани, определяющий давление по изменению тепловых потерь в окружающем газе.
Большое внимание привлекают акселерометры, выполненные с вертикально отклоняющимися кантилеверами или в виде встречно-гребенчатых структур, легко объединяемых с ИС управления. Современные акселерометры способны измерять ускорение в диапазоне 100–1 g и менее. Одна из перспективных областей их применения – оборудование системы глобального позиционирования (GPS). Здесь хотелось бы упомянуть акселерометр, созданный учёными Сандийской национальной лаборатории США. В отличие от устройств фирм Analog Devices и Motorola, измеряющих ускорение в одном направлении, новый прибор не только измеряет его по трём осям, но и обрабатывает дифференциальный сигнал. В направлениях X и Y ускорение определяют с помощью двух матриц с гребенчатой структурой, в направлении Z – с помощью подвижной плоской пластины, укрепленной на подложке. При изготовлении прибора сначала в сформированной на пластине канавке глубиной 6 мкм изготавливают МЭМС-структуру. Затем, после заполнения канавки оксидом кремния, планаризации её поверхности в ходе химико-механической полировки и герметизации слоем нитрида кремния, создают КМОП-схему управления (рис. 3 и 4). В конце технологического процесса открывают и освобождают микромеханические устройства.
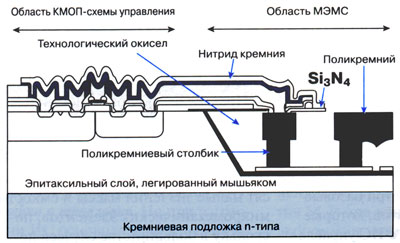
Рис. 3. Структура МЭМС акселерометра Сандийской национальной лаборатории

Рис. 4. Фрагменты микромеханических структур, кристалл и микросхема МЭМС акселерометра ОАО "Ангстрем"
Интересны и другие системы на основе МЭМС-акселерометров, например гироскопы. Одно такое устройство имеет никелевое кольцо шириной около 6 мкм и внешним диаметром 1 мм, изготовленное на кремниевой основе. Кольцо крепится на подложке с помощью полукруглых подпорок, сходящихся в его центре. По внешнему диаметру кольца расположены электроды. На половину из них подают постоянное смещение, которое при вращении вызывает вибрацию кольца. Лепесток вибрации располагается по внутренней окружности кольца. Его амплитуду и, следовательно, скорость вращения определяют по величине изменения ёмкости конденсаторов, формируемых другими электродами, расположенными между питающими контактами. Разрешение таких устройств – 0,01 град/с в полосе 10 Гц.
Второе место по популярности занимают термические датчики, реализуемые, как правило, на кремнии. На их основе выполнены измерители расхода газов, давления, ИК-детекторы, микровентили и т.п. Преобразователи второго типа регистрируют изменение давления в трубке, изготовленной методом объемной микромеханической обработки. Особый интерес вызывают биметаллические микротермовентили. Одна из недавно созданных термопневматических структур позволяет развить давление до 2 атм менее чем за 100 мс при входной мощности 20 мВт. Такие устройства перспективны для применения в головках дешевых цветных струйных принтеров с разрешением более 1000 dpi.
Химические датчики – по-видимому, самые нужные и самые трудные в изготовлении преобразователи. Существуют разнообразные подходы к изготовлению газовых датчиков методами микромеханической обработки: формирование хеморезисторов, хемоконденсаторов, микрокалориметров, ПАВ-устройств, хемодиодов, ионочувствительных полевых транзисторов и т.п. На базе матриц химических датчиков созданы приборы, способные избирательно считывать данные нейронной сети. Один из первых таких преобразователей – кремниевый зонд для регистрации состояния нейронов мозга. Одновременная фиксация состояния нейронов в нескольких точках мозга поможет понять технику обработки информации в нейронных сетях и в конечном итоге создать нейронные протезы. Другое перспективное направление – создание миниатюрных хроматографических систем. Активно разрабатывают твердотельные датчики концентрации ионов различных веществ в окружающей среде. Правда, пока стабильность работы химических датчиков и их избирательность оставляют желать лучшего.
Весьма перспективны магнитные микропреобразователи. На кремнии уже изготовлены магнетометры, предпринята попытка создать микроактюаторы с магнитным приводом. Недавно появилось сообщение о разработке перестраиваемого ИК-фильтра с использованием электромагнитных актюаторов. Наиболее перспективна технология для магнитных устройств LIGA. Но пока разработчики сталкиваются с серьезными проблемами при попытках объединить магнитные датчики с кремниевыми устройствами управления. В числе перспективных систем следует назвать накопитель с микромеханическими элементами записи/считывания данных с плотностью около 5 Гбит/см2 (против примерно 0,47 Гбит/см2 для современных устройств). Эту систему разрабатывают специалисты Алмаденского исследовательского центра фирмы IBM с использованием опыта учёных Станфордского университета в области атомно-силовой микроскопии. Высокую плотность данных накопителя получают путём выжигания в поликарбонате и полиметилметакрилате (материалы компакт-дисков) ямок диаметром несколько нанометров при резистивном нагреве зонда сканирующего туннельного (атомно-силового) микроскопа с диаметром острия 4 нм. Зонд формируют методами подтравливания оксидной маски и последующего низкотемпературного окисления в высокоомной части U-образного кантилевера. Присутствие ямок может быть обнаружено вторым U-образным кантилевером с зондом из пьезоэлектрического материала, ток которого при отклонении кантилевера изменяется. Считывающие кантилеверы толщиной 5 мкм и длиной 10 мкм изготавливали на КНИ-пластинах. Чем тоньше плёнка, тем выше чувствительность считывающего зонда. Слой пьезоэлектрика получали путём имплантации бора и быстрой термообработки.
Пока результаты экспериментов неоднозначны. Скорость записи ниже, чем в устройствах Станфордского университета, тогда как скорость считывания удовлетворительна – 10 Мбайт/с. Для реализации пригодного для практического применения устройства необходимо решить несколько “земных” проблем, в том числе минимизировать уровень загрязнения и обеспечить его контроль при изготовлении приборов с элементами атомных размеров.
Микромеханическая обработка открывает широкие перспективы для создания микрооптоэлектромеханических устройств, объединяющих на одной подложке оптические элементы, микропозиционеры и микроактюаторы. Преимущество этой технологии – возможность предварительного совмещения оптических элементов и проведения групповых процессов при изготовлении монолитной оптической системы, что в свою очередь приводит к уменьшению её размеров и массы. С помощью объёмной и поверхностной микромеханической технологии изготавливают головки считывания/записи оптических дисков, фемтосекундные корреляторы, переключатели волоконно-оптических систем, пространственные модуляторы света, элементы проекционных дисплеев, оптических сканеров и т.п. Большой интерес представляют формируемые методами микромеханической обработки элементы растровых электронных микроскопов, которые найдут применение в наноэлектронике.
Одно из самых перспективных направлений развития МЭМС – создание автономных микросистем, объединяющих на одной подложке датчики, актюаторы, схемы управления и средства беспроводной связи (рис. 5).
Рис. 5. Блок-схема типового устройства управления на основе датчика, актюатора и микросхемы
Пример такой микросистемы – устройство измерения барометрического давления, температуры, влажности и вибрации. В системе в основном использованы датчики ёмкостного типа, что облегчает их самотестирование и минимизирует потребляемую мощность (до менее 1 мВт). Каждый преобразователь соединён со стандартным шинным интерфейсом блока управления. Интервал сканирования можно менять в зависимости от скорости изменения регистрируемых параметров. Подобные микроинструментальные системы найдут применение в технологическом оборудовании следующего поколения, предназначенном для изготовления ИС с топологическими нормами менее 0,12 мкм. Использование считывающих высокочувствительных модулей с цифровым управлением и возможностью самотестирования позволит перераспределить издержки производства и перенести их с оборудования, стоимость которого непрерывно растёт, на процесс обработки пластин.
Сегодня разработкой МЭМС заняты более 300 фирм и исследовательских институтов (табл. 3). По мнению многих экспертов, в ближайшие годы объемы продаж на рынке МЭМС вырастут на порядок – с 3 млрд. в 1995 году до 30 млрд. долл. в 2000-м. Нет сомнений в том, что при должном внимании к технологии МЭМС такие устройства внесут революционный вклад в развитие многих направлений техники, даже если объёмы их выпуска будут невелики.
Таблица 3
Число фирм и организаций, ведущих НИОКР в области МЭМС
Страна |
Исследовательские центры |
Частнопромышленные фирмы |
Уровень гос. финансирования, млн. долл. |
Великобритания |
25 лабораторий и университетов |
Более 100 в рамках национальной программы |
Специального финансирования нет |
Нидерланды |
3 университета |
5 - 6 |
Специального финансирования нет |
США |
Более 25 лабораторий |
Более 100 |
20 в год (1994 – 1997) |
Тайвань |
3 |
Нет данных |
более 20 в год |
Франция |
25 лабораторий и университетов |
Более 100 в рамках национальной программы |
Около 13 в год (1993 – 1994) |
ФРГ |
Более 100 лабораторий и университетов |
Более 100 в рамках национальной программы |
66 в год (1964 – 1999) |
Швейцария |
15 федеральных школ и университетов |
Более 100 в рамках национальной программы |
16 с 1996 по 2000 г. |
Южная Корея |
Около 10 лабораторий |
Около 15 |
150 по проекту К-7 |
Япония |
13 |
Более 30 |
25 в год (26 млрд иен за 10 лет) |
Литература
- Electronic Design, 1997, v.45, N2, p. 75–88.
- IEEE Computational Science & Engineering, 1997, v.4, N1, p. 49–54.
- IEEE Computational Science & Engineering, 1997, v.4, N1, p. 44–48.
- IEDM Digest, 1996, p.11–18.
- Proceedings of the 10 Annual International Conference on Microelectromechanical Systems, 1997, p. 1–8.
- Electronics World, 1997, v.103, N1731, p.270.
- Channel Magazine, 1997, v.10, N2, p.15.
- Proceedings of the IEEE, 1997, v.85, N11, p.1833–1856.
Опубликовано в журнале «ЭЛЕКТРОНИКА: Наука, Технология, Бизнес», № 5-6, 1998 г., стр. 55-59
Из книги «Александр Анатольевич Васенков». 2010 г.